Creating sustainable solutions for your plastic industry
Powering the Road: the Future of EV Batteries
Carbon Capture and Storage
Prepare for Takeoff
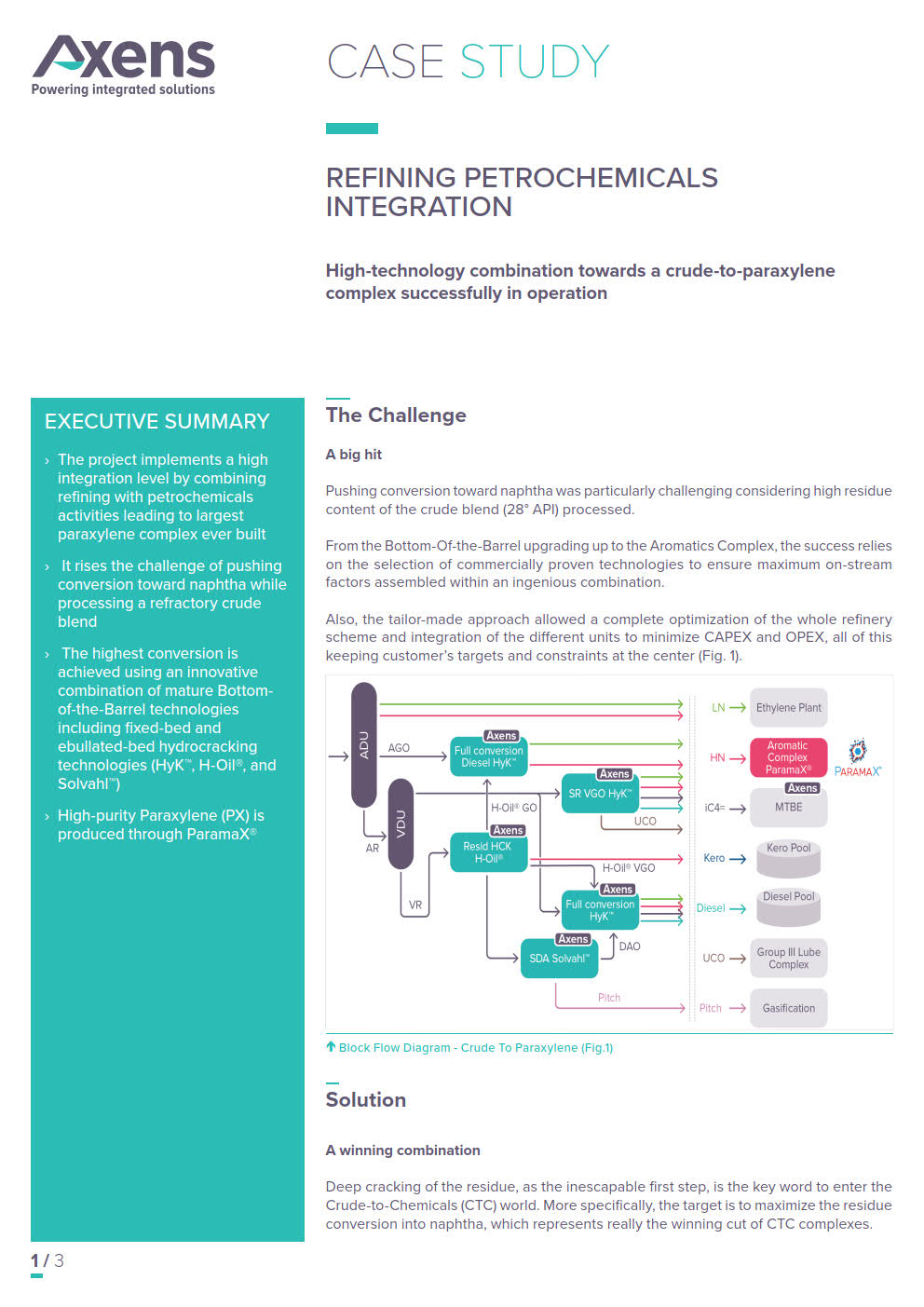
CTC: a straight-forward route for a strategic turn
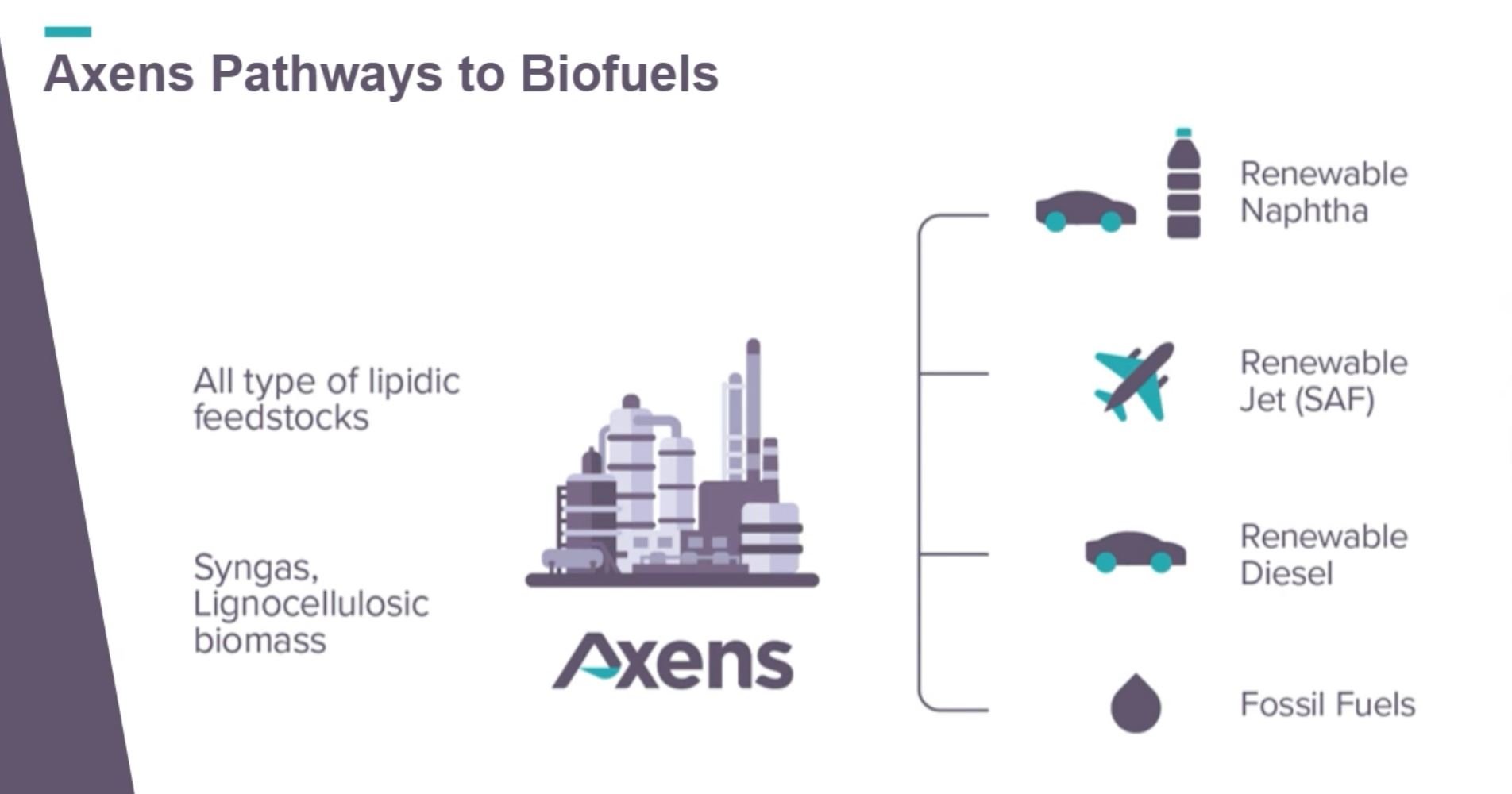
Valorizing renewable & recycled plastics feedstocks
Axens group provides a complete range of solutions for the conversion of oil and biomass to cleaner fuels, the production and purification of major petrochemical intermediates, the chemical recycling of plastics, all natural gas treatment and conversion options, water treatment as well as carbon capture & storage solutions.
The offer includes technologies, equipment, furnaces, modular units, catalysts, adsorbents and related services.
Axens helps its clients build a sustainable future with inventive and performing solutions.
3,000
Over 3,000 industrial units under license
70,000
Over 70,000 tons of catalysts and adsorbents each year
500
Over 500 modular units references

What we do
From feasibility studies to unit start-up and follow-up throughout the entire unit life cycle, Axens Group is ideally positioned to cover the entire value chain while ensuring the highest level of performance with reduced environmental footprint.

Oil Refining


Petrochemicals & Chemicals




Renewable Fuels & bio-based Chemicals


Water Treatment


Carbon Capture and Storage


Plastic Recycling


Low Carbon Hydrogen

Upcoming Events
All events Carbon Capture & Storage
Carbon Capture & Storage
 Oil Refining
Oil Refining
 Petrochemicals
Petrochemicals





Resources you might be interested in
Purifying Low-Carbon Hydrogen: Techniques for Impurity Removal Across Applications

 Natural Gas
Natural Gas
Purifying Low-Carbon Hydrogen: Techniques for Impurity Removal Across Applications



 Renewable Fuels & Bio-Based Chemicals
Renewable Fuels & Bio-Based Chemicals
Case Study - Producing Renewable Liquid Products From Different Lipid Feedstocks Through a Revamp
 Petrochemicals
Petrochemicals
 Oil Refining
Oil Refining
Technical Article - Guiding the crude-to-chemicals complex towards a net-zero future

To what extent do you see the expansion of digitalization for improving regulatory compliance, equipment reliability and operability, and reduced maintenance costs?
Axens et Toray Films Europe lauréats de France 2030 avec leur projet d’usine de recyclage chimique du PET à Saint-Maurice-de-Beynost (Ain)
Successful startup of Axens’ Residue Hydrocracking Unit and High Conversion Hydrocracking Unit at Shenghong’s Integrated Refinery Axens 渣油加氢裂化及高转化率加氢裂化装置在盛虹炼化一体化项目中 成功投产
Michelin, IFPEN and Axens inaugurate the first industrial-scale demonstrator of a plant producing butadiene from bioethanol in France
 Renewable Fuels & Bio-Based Chemicals
Renewable Fuels & Bio-Based Chemicals
Podcast - SAF: drivers, incentives, regulations and technologies
 Renewable Fuels & Bio-Based Chemicals
Renewable Fuels & Bio-Based Chemicals
Webinar - Axens Solutions to Energy Transition Towards Sustainable Aviation Fuel (SAF)
 Renewable Fuels & Bio-Based Chemicals
Renewable Fuels & Bio-Based Chemicals
 Plastic Recycling
Plastic Recycling